在太阳能电池片的制造过程中,硅片进行其表面镀膜工序时,需要将未镀膜的硅片插入PECVD真空镀膜设备的载片器上,目前,载片器通常采用如图8所示的石墨舟,具体操作过程是:将硅片插入石墨舟并通过石墨舟工艺点定位于其上,然后,将载有硅片的石墨舟放置在PECVD真空镀膜设备中,采用PECVD工艺对硅片进行镀膜。
现有的石墨舟工艺点主要由卡块和用于安装在石墨舟片安装孔中的柱体形安装部组成,卡块为两个且对称分布在安装部两端面上,卡块是自外向内渐缩的圆柱体,其端面与侧面之间采用圆弧过渡面,卡块的根部与安装部的端面之间分别形成用于卡合硅片的卡槽。现有的石墨舟在使用到30run(次)时,会出现边缘发白现象,且到后期愈发严重,且在做MUL和NY工艺时,工艺点会烧焦,尤其是做MUL工艺时,工艺点烧焦加重,烧焦比例一度超过30%。因此在日常生产中,管式PECVD石墨舟维修及维护较为频繁,石墨舟长的工艺点较多,若仅靠人工安装,人工工作量非常大,安装效率较低。
技术实现要素:
本实用新型要解决的技术问题是:为了克服现有技术中管式PECVD石墨舟维修及维护较为频繁,石墨舟长的工艺点较多,若仅靠人工安装,人工工作量非常大,安装效率较低的问题,提供一种管式PECVD石墨舟工艺点安装装置。
本实用新型解决其技术问题所采用的技术方案是:一种管式PECVD石墨舟工艺点安装装置,包括石墨舟输送装置和工艺点压装装置,所述工艺点压装装置设置在所述石墨舟输送装置的正上方。
进一步的,所述石墨舟输送装置包括石墨舟固定夹具和驱动石墨舟固定夹具移动的移动装置,所述石墨舟固定夹具滑动安装在所述移动装置上。
进一步的,为了更好的固定石墨舟,所述石墨舟固定夹具包括底板,所述底板上固定安装有安装块,所述安装块上开有直角开口,两个所述安装块对称设置,所述底板上开有螺纹孔,所述螺纹孔内螺纹安装有螺钉,所述底板上开有若干与石墨舟上的工艺孔相应的工艺盲孔。
进一步的,所述工艺盲孔的深度与工艺点中卡块的高度相等,便于在工艺点的安装过程中,限制工艺点在该工艺孔中的位置。
进一步的,所述工艺点压装装置包括导向装置和压点装置,所述导向装置与所述压点装置相对设置。
进一步的,所述导向装置包括导向板和驱动导向板升降的升降装置,所述导向板固定安装在所述升降装置上,所述导向板上开有若干导向孔,若干所述导向孔与石墨舟上的工艺孔相对应,所述导向板上表面导向孔所在位置处固定安装有导向套筒,所述导向孔与所述导向套筒同轴心。
进一步的,所述压点装置包括压板和驱动压板升降的升降装置,所述压板固定安装在所述升降装置上,所述压板上固定安装有若干与石墨舟上的工艺孔相对应的压杆,所述压杆与所述导向套筒同轴心。
进一步的,为了简化本实用新型的整体结构,所述移动装置为丝杆驱动装置,包括丝杆,丝杆转动装置、具有滑槽的导轨和滑块所述丝杆驱动装置与所述丝杆固定连接,所述滑块与所述丝杆传动连接,所述滑块滑动安装在所述导轨内。
进一步的,为了简化本实用新型的整体结构,所述升降装置为推动缸。
本实用新型的有益效果是:本实用新型包括石墨舟固定夹具和驱动石墨舟固定夹具移动的移动装置,在石墨舟固定夹具上安装固定好石墨舟后,使用移动装置将固定好的石墨舟移动到导向板的正下方,导向板通过升降装置下移到与石墨舟上表面接触,在导向板的导向套筒内放置工艺点,最后通过工艺点压点装置将工艺点安装在石墨舟的工艺孔内,全部工序均通过机器自动完成,节省了人力,提高了安装效率,提高了劳动生产率。
图中:1.底板,2.安装块,3.直角开口,4.螺钉,5.工艺盲孔,6.导向板,7.导向孔,8.导向套筒,9.压板,10.压杆,11.丝杆,12.导轨,13.电机,14.升降气缸,15.底座,16.支架,17.横梁,18.石墨舟。
具体实施方式
现在结合附图对本实用新型做进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
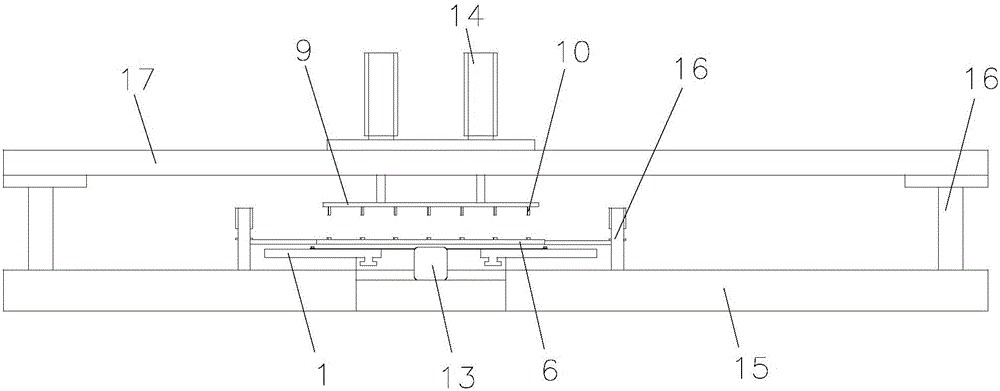
如图1和图2所示的一种管式PECVD石墨舟工艺点安装装置,包括底座15,底座15上设有两条平行导轨12,丝杆11转动安装在底座15上,丝杆11通过电机13驱动转动,丝杆11上传动安装滑块,滑块上固定安装底板1,如图3所示。两个底板1间隔安装,所述底板1上固定安装有安装块2,所述安装块2上开有直角开口3,两个所述安装块2对称设置,所述底板1上开有螺纹孔,所述螺纹孔内螺纹安装有螺钉4,所述底板1上开有若干与石墨舟18上的工艺孔相对应的工艺盲孔5,如图5所示,工艺盲孔5的深度与工艺点中卡块的高度相等,便于在工艺点的安装过程中,限制工艺点在该工艺孔中的位置。
底座15上底板1所在导轨12的两侧均固定安装支架16,支架16上固定安装升降气缸14,升降气缸14的伸出端固定安装导向板6,所述导向板6上开有若干导向孔7,如图6所示,若干所述导向孔7与石墨舟18上的工艺孔相对应,所述导向板6上表面导向孔7所在位置处固定安装有导向套筒8,所述导向孔7与所述导向套筒8同轴心。
所述底座15上通过支架16固定安装一条横梁17,横梁17上固定安装升降气缸14,升降气缸14的伸出端与如图7所示的压板9固定连接,压板9位于导向板6的正上方,所述压板9上固定安装有若干与石墨舟18上的工艺孔相对应的压杆10,所述压杆10与所述导向套筒8同轴心。
工作过程:
1、在石墨舟安装固定夹具的底板1上固定安装石墨舟18,如图4所示,安装好的石墨舟18上的工艺孔与底板1上的工艺盲孔5一一对应。
2、启动石墨舟输送装置中的电机13,电机13转动,带动丝杆11转动,丝杆11转动,带动滑块移动,滑块带动底板1向导向板6移动,待底板1移动到导向板6的正下方,石墨舟18上的工艺孔与导向板6中的导向孔7一一对应时,关闭电机13,由于一根丝杆11上安装有两个底板1,两个底板1间隔设置,在一个底板1位于导向板6正下方时,另一个底板1远离导向板6,方便在底板1上安装石墨舟18。
3、启动驱动导向板6升降的升降气缸14,升降气缸14伸出端伸出,带动导向板6向导向板6正下方的底板1移动,待导向板6的下表面与石墨舟18的上表面接触时,关闭升降气缸14。
4、将工艺点放入导向板6上的导向套筒8内,由于导向套筒8的内半径与工艺点的半径相等,工艺点上的卡块上下设置,进入导向套筒8内。
5、启动驱动压板9升降的升降气缸14,升降气缸14伸出端伸出,带动压板9向导向板6靠近,压杆10伸入导向套筒8内,推动导向套筒8内的工艺点向下运动,待工艺点下方的卡块与底板1上工艺盲孔5的底部接触时,升降气缸14收缩,带动压板9远离导向板6,升降气缸14复位后,关闭升降气缸14。
以上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。

-
 石墨制品能避免锅炉结垢,实验标明,在水中参加一定量的石墨粉(每吨水大约用),能避免锅炉外表结垢。此外石墨涂在金属烟囱、屋顶、桥梁、管道上可以防腐和防锈。 石墨制品具有良好的化学稳定性。经过特殊加工的石墨,具有耐腐蚀、导热性好、渗透率高等特点,而普遍用于制造热交换器、反响槽、凝缩器、熄灭塔、吸收塔、冷却器、加热器、过滤器、泵等设备。这些设备用于石油化工、湿法冶金、酸碱消费、合成纤维、造纸等工业部门,可节省少量的金属材料。发布时间:2023-02-27
石墨制品能避免锅炉结垢,实验标明,在水中参加一定量的石墨粉(每吨水大约用),能避免锅炉外表结垢。此外石墨涂在金属烟囱、屋顶、桥梁、管道上可以防腐和防锈。 石墨制品具有良好的化学稳定性。经过特殊加工的石墨,具有耐腐蚀、导热性好、渗透率高等特点,而普遍用于制造热交换器、反响槽、凝缩器、熄灭塔、吸收塔、冷却器、加热器、过滤器、泵等设备。这些设备用于石油化工、湿法冶金、酸碱消费、合成纤维、造纸等工业部门,可节省少量的金属材料。发布时间:2023-02-27 -
 真空炉石墨配件石墨制品具有耐磨和光滑效果所以在工业机械中被失掉普遍的使用,在实践的工业生产进程中,石墨制品的抗氧化性不断石墨行业关注的成绩,那么石墨制品的抗氧化性与什么有关系呢? 在正常的真空炉石墨配件石墨制品的运用进程中,要理解石墨制品的抗氧化性,我们首先要理解的是石墨制品的润滑性,我们所见到的石墨制品能起到光滑的效果次要是应为石墨层与层之间的结合力弱,易于绝对滑动的缘由。当石墨在金属表面琮琤石墨薄层之后,就成为石墨与石墨之间的摩擦。在水和空气的存在的状况下,石墨任务面上吸附水和气体分子,增大了层面间的间距,层面之间的引力削弱。发布时间:2023-02-22
真空炉石墨配件石墨制品具有耐磨和光滑效果所以在工业机械中被失掉普遍的使用,在实践的工业生产进程中,石墨制品的抗氧化性不断石墨行业关注的成绩,那么石墨制品的抗氧化性与什么有关系呢? 在正常的真空炉石墨配件石墨制品的运用进程中,要理解石墨制品的抗氧化性,我们首先要理解的是石墨制品的润滑性,我们所见到的石墨制品能起到光滑的效果次要是应为石墨层与层之间的结合力弱,易于绝对滑动的缘由。当石墨在金属表面琮琤石墨薄层之后,就成为石墨与石墨之间的摩擦。在水和空气的存在的状况下,石墨任务面上吸附水和气体分子,增大了层面间的间距,层面之间的引力削弱。发布时间:2023-02-22 -
2023-02-20
-
2023-02-13
-
2023-02-09
-
2023-02-08
-
2023-02-06
-
2023-02-03
-
2023-02-01
-
2022-12-28
-
2022-12-19