
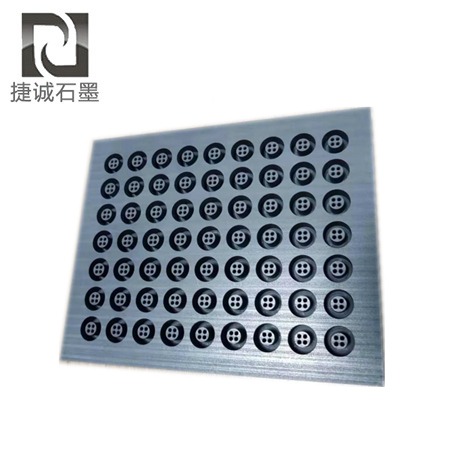
石墨模具加工有哪些相关技术要求?
|
2023-11-24 16:30:29
石墨模具粗加工的首要政策是寻求单位时间内的材料去除率,并为半精加工预备工件的几许归纳。在切削进程中因切削层金属面积产生改动,导致刀具承受的载荷产生改动,使切削进程不安稳,刀具磨损速度不均匀,加工外表质量下降。
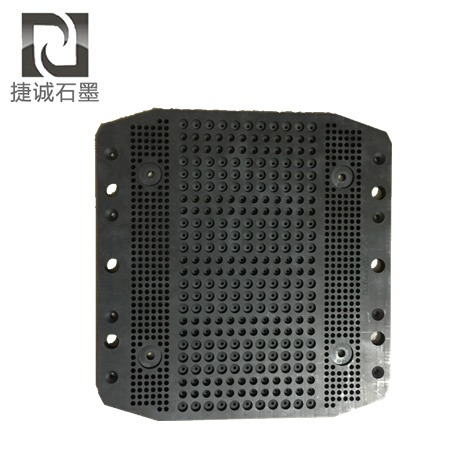
开发的许多CAM软件可通过以下办法坚持切削条件安稳,然后获得杰出的加工质量。安稳的切削载荷。通过核算获得安稳的切削层面积和材料去除率,使切削载荷与刀具磨损速率坚持均衡,曾经进刀具寿数和加工质量。避免忽然改动刀具进给方向。避免将刀具埋入工件。如加工石墨模具型腔时,应避免刀具垂直刺进工件,而应选用倾斜下刀办法(常用倾斜角为20°-30°),最好选用螺旋式下刀以下降刀具载荷。
加工石墨模具型芯时,应尽量先从工件外部下刀然后水平切入工件。刀具切入、切出工件时应尽或许选用倾斜式(或圆弧式)切入、切出,避免垂直切入、切出。选用攀爬式切削(Climbcutting)可下降切削热,减小刀具受力和加工硬化程度,前进加工质量。
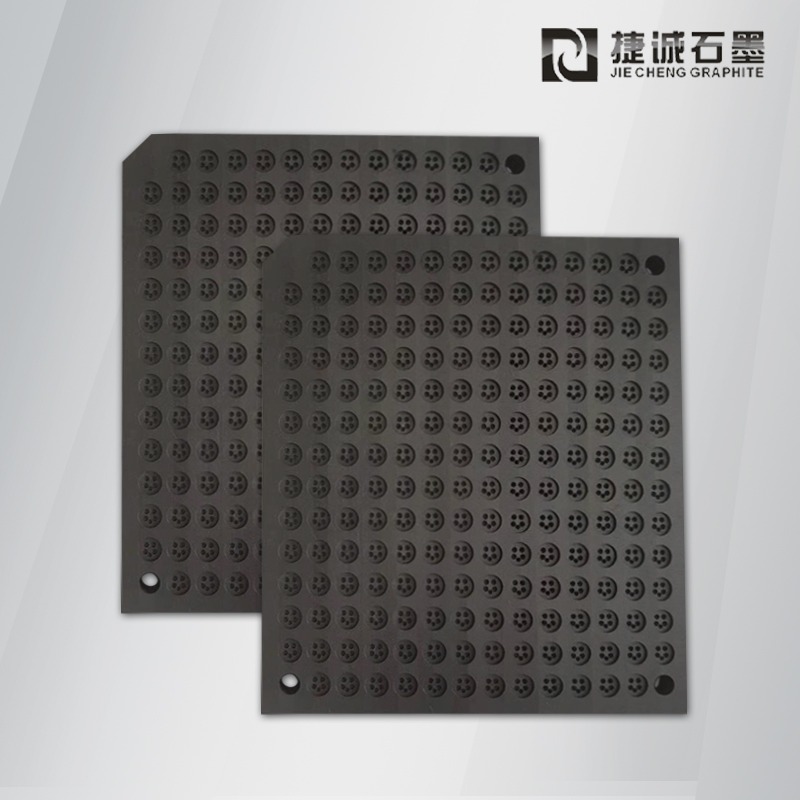
半精加工石墨模具半精加工的首要政策是使工件归纳形状平整,外表精加工余量均匀,这关于工具钢模具尤为重要,因为它将影响精加工时刀具切削层面积的改动及刀具载荷的改动,然后影响切削进程的安稳性及精加工外表质量。粗加工是依据体积模型(Volumemodel),精加工则是依据面模型(Surfacemodel)。而曾经开发的CAD/CAM体系对零件的几许描绘是不连续的,因为没有描绘粗加工后、精加工前加工模型的中心信息,故粗加工外表的剩余加工余量散布及最大剩余加工余量均是未知的。因而石墨模具零件加工应对半精加工战略进行优化以保证半精加工后工件外表具有均匀的剩余加工余量。

相关文章
-

-
 从材料本身、生产过程、使用过程以及回收与再利用等多个维度来看,软衔接石墨块和软衔接石墨电极在环保性能方面均表现出一定的优势。发布时间:2024-10-10
从材料本身、生产过程、使用过程以及回收与再利用等多个维度来看,软衔接石墨块和软衔接石墨电极在环保性能方面均表现出一定的优势。发布时间:2024-10-10 -
2024-10-10
-
2024-10-10
-
2024-10-09
-
2024-05-18
-
2024-05-18
-
2024-05-18
-
2024-05-18
-
2024-05-18
-
2024-05-17
捷诚精选



