石墨夹具是超薄VC铜网烧结与上下盖焊接的承载体,其设计的合理性将关乎烧结焊接的最终质量,进而影响良率,成本以及超薄VC在5G手机中的普及率。
以铜网烧结为例,业界流行的制程是将点焊铜网后的VC上盖,水平铺置在板状石墨夹具上,并在高度方向堆放至10层左右,然后置于烧结炉中加温烧结。烧结过程,藉由石墨的良好耐高温导热性,烧结热量经石墨夹具与超薄VC上盖及铜网的压合接触面传导。
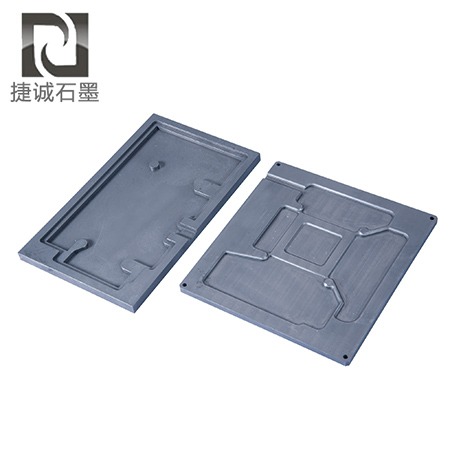
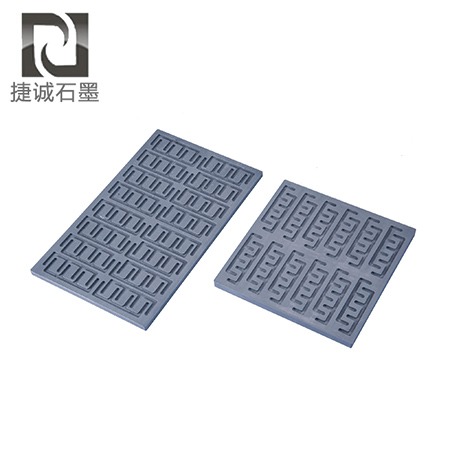
板式超薄VC焊接石墨夹具
烧结过程,石墨夹具将在以下几个方面影响铜网与上盖焊接的品质,进而导致铜网导水性能的差异:
(1)石墨夹具重量大,影响加热效率及烧结参数的设定。
烧结炉子中的石墨要升温到焊接温度,但大面积的石墨夹具要吸收大量热量,达成焊接点的升温过程耗费大量时间。同时,各型号超薄VC产品的夹具体积不同重量不同,烧结过程需制定不同的升温曲线,工艺参数制定复杂多变。
(2)焊接体系,温度梯度大。
众所众知,石墨在面内具有较高的导热速率,而面间导热系数低,热量在石墨夹具内的传导状态为各向异性,而多达10层的堆放系统存在复杂的温度差。简单的说,各层的超薄VC产品受热不均匀,焊接效果存在差异。
(3)不同堆放层焊接产品受力状态存在差异。
由于是水平堆放,各层VC产品所受压应力存在梯度。例如10层堆放的情况下,最底层承受了上面9层石墨夹具的压应力,而最顶层产品没有石墨夹具的压应力,受力情况的不同,导致铜网焊接效果的差异。
(4)石墨夹具受热变形,导致上盖与铜网的压合效果存在差异。
石墨夹具在长时间高温烧结过程存在微小形变,引起同一板或不同层夹具上的超薄VC铜网与上盖的压合力分布存在差异。
(5)占用炉腔空间,炉腔空间利用率低。
大片的石墨夹具,占用了大部分的炉腔空间,容纳产品数量有限,炉腔空间利用率不足,产能低。
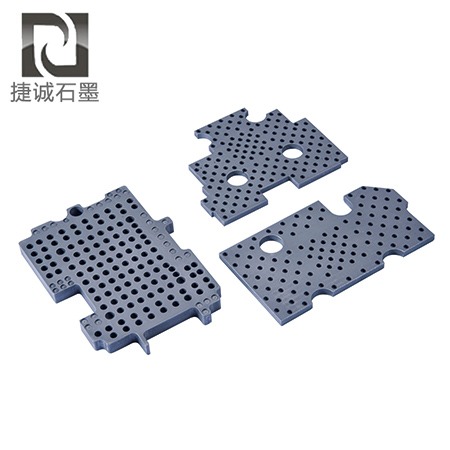
板式石墨夹具在炉中的堆放情况
因超薄VC为定制化产品,各型号产品外形尺寸不尽相同,而板式石墨夹具又存在以上种种弊端,业界有必要重新探讨石墨夹具的设计,将夹具对超薄VC焊接的影响降到最低。
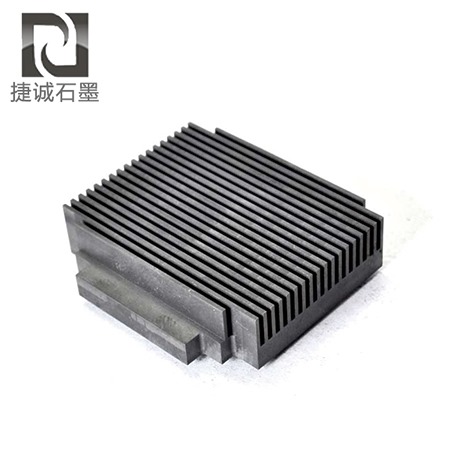
经长时间的实验探索,江西坤远乾新材料科技有限公司对超薄VC石墨夹具提出了全新的认识,开发出一种创新型超薄VC焊接夹具方案——新型插片式超薄VC石墨夹具,直击传统石墨夹具的痛点。
坤远乾将水平堆放的大片板状超薄VC石墨夹具,化整为零,颠覆板状夹具的布设架构,提出了垂直插片式夹具新型解决方案。以下,我们将从几个方面探讨此方案的优点及革新之处。
(1)仿形插片夹具垂直堆放,产品受力情形一致。
仿形插片夹具,采用垂直堆放方式,超薄VC产品在焊接面上不受夹具本身压力作用,不同堆放位置的产品在焊接面上受到的压合力大小一致,保障了焊接品质的一致性。
(2)炉腔空间利用率高。
为改善夹具变形,板状超薄VC石墨夹具需保证一定的厚度以便维持整体强度,夹具的体积较大造成炉腔空间利用率低下。仿形插片石墨夹具不需要用本体强度来抵抗变形,夹具可以设计得小巧轻薄,提高了炉腔空间利用率。同等大小炉腔下,采用仿形插片式石墨夹具,产能提升30%至200%。
(3)小巧轻薄的夹具本体,导热更快速,受热更均匀,不同堆放位置的产品能较好的保证受热一致性,有利于提升焊接质量的一致性;
(4)大幅降低石墨夹具材料成本;炉腔利用率提高,单片产品的夹具材料用量大幅降低。
(5)克服了水平堆放石墨夹具的形变影响,焊接品质更高;
新型插片式超薄VC石墨夹具
超薄VC的焊接封装一直是量产难点,而厂家往往忽视了焊接夹具的微小结构变化及夹具材料的导热特性,焊接体系的受力及受热等工艺细节,焊接品质一致性不高成为普遍存在的问题。坤远乾从基础原理上颠覆性首创新型插片式超薄VC石墨夹具,从焊接体系的受热受力等根源问题着手,不失为值得业界引入开发的革新方案。

-

-
 从材料本身、生产过程、使用过程以及回收与再利用等多个维度来看,软衔接石墨块和软衔接石墨电极在环保性能方面均表现出一定的优势。发布时间:2024-10-10
从材料本身、生产过程、使用过程以及回收与再利用等多个维度来看,软衔接石墨块和软衔接石墨电极在环保性能方面均表现出一定的优势。发布时间:2024-10-10 -
2024-10-10
-
2024-10-10
-
2024-10-09
-
2024-05-18
-
2024-05-18
-
2024-05-18
-
2024-05-18
-
2024-05-18
-
2024-05-17